Manufacture of large Chimney Stacks and Cyclones for herb production facility. Project: Camstar Herbs -…
A conveyor system is a key component in many factories. In this post, we discuss the systems designed, manufactured and installed by Wrightfield.
Conveyor System by Belt Type
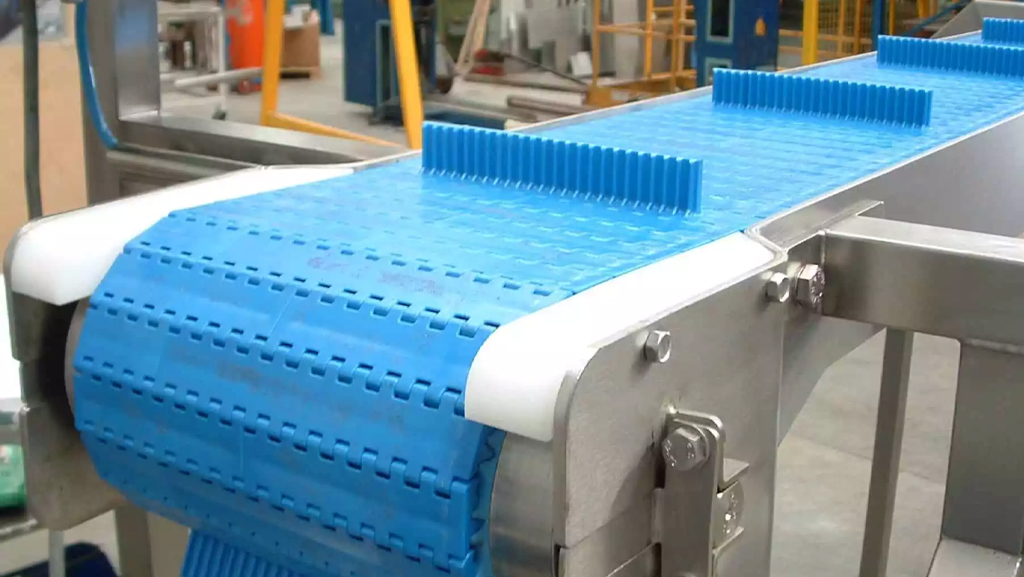
Modular Belt
The modular belt is a flexible conveying solution that can facilitate 90 degree and 180 degree turns. The belt can also convey products through inclined paths, horizontal paths and helical paths.
PU Belt
Also known as the polyurethane belt, the PU belt is a conveyor system that offers durability and robustness. Furthermore, owing to its high resistance against grease, water and industrial strength cleaning chemicals, it is an extremely hygienic choice that is well suited to the food processing industry.
Slat Belts
Owing to its hinge design, the slat belt is able to carry products through complex loops and tight corners. This variety of conveyor is suited for use with smaller, lighter duty items.

Conveyor System by Function Type
Spiral Conveyor
The spiral conveyor is used for the elevation and descent of products. As such, the conveyor system is particularly effective in facilities in which there are process lines of different heights. The spiral conveyor is available in a number of belt widths and heights, depending on the specification requirements of the customer.
Transfer Conveyor
This type of system is designed to facilitate the transference of products and materials from one belt system to another. The product is made from the finest quality components and materials, and is designed with hygiene in mind. The transfer conveyor is available in bespoke designs, depending on the needs of the customer; this includes tailored angles, turn radii, belt types and dimensions.
Elevators
A practical and affordable solution to the problem of the transference of products and materials across different lines, heights or processing plants. Wrightfield elevators are able to facilitate a number of functions, including inclines, declines, tight turns and S-bends.
Conveyor System – Find Out More
Click on the following link to find out more about conveyor system or this link for information on other stainless steel equipment manufactured by Wrightfield.
Related Posts