Manufacture of large Chimney Stacks and Cyclones for herb production facility. Project: Camstar Herbs -…
A food conveyor lies at the heart of food processing operation. There are myriad options available to those looking to buy a conveyance solution and selecting a conveyor that is ideally suited to your company can be confusing. To help you make an informed decision, in this post we discuss how to select a food conveyor based on your individual requirements.
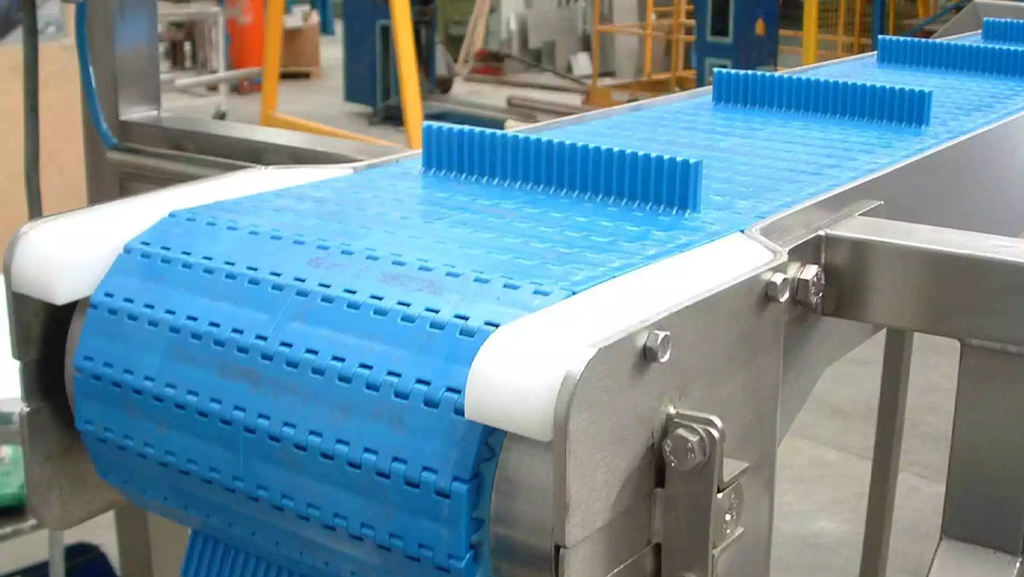
If Space at a Premium
Limited space is a common problem that affects many companies in the food processing sector. For a facility in which space is at a premium, a food conveyor that offers a great deal of flexibility can make a suitable choice. At Wrightfield, we build conveyors that incorporate the modular belt, which is capable of conveying items through a range of paths, including horizontal, vertical and helical. The belt is also facilitates 90 and 180 degree turns. Just as flexible are the Wrightfield conveyors incorporating slat belts, which can deal with complex routes and tight turns.
Resistance Required
The food processing industry can be tough on equipment, with the potential to inflict plenty of wear and tear on conveyance solutions. Leaked liquids, heavy duty items and highly corrosive cleaning products all have the potential to adversely affect food conveyors, which may need replacing regularly if they are not able to handle the rigours of the industry. However, one belt material that is able to withstand such hardships is the PU belt, a sturdy conveyor material made from polyurethane.
Multi Level Facility
Many facilities operate on more than one level, this is a factor that means a company requires the transposition of products from one floor to another. At Wrightfield, we design and manufacture a number of conveyors that can carry out this function, including the spiral and elevator belt conveyors.


Food Conveyor – Find Out More
Click on the following link to find out more about food conveyor, or this link for information on other stainless steel equipment manufactured by Wrightfield.
Related Posts