Manufacture of large Chimney Stacks and Cyclones for herb production facility. Project: Camstar Herbs -…
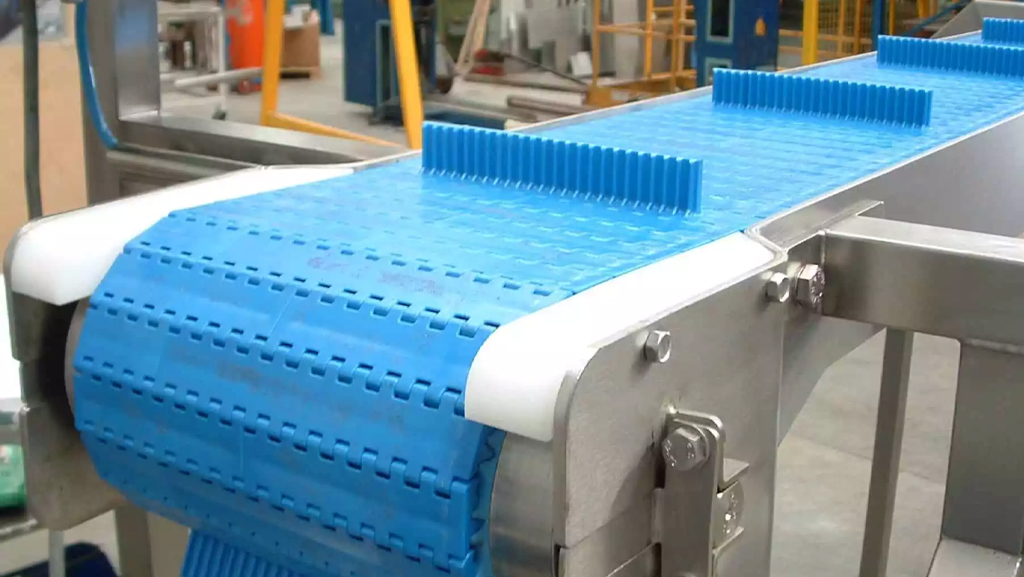
A food grade conveyor can be beneficial to a company operating in the food processing industry in a number of ways. In this post, we take a closer look at some of the benefits, read on for more information.
Accelerated Production
When carrying out processes such as labelling, packaging and weighing, a food grade conveyor is generally able to operate at a faster rate than would be possible if the processes were carried out manually. Because of this, grading conveyors can help to accelerate production at a food processing facility.
Increased Efficiency
A food grade conveyance solution can help to increase efficiency at a food processing plant. This is in part owing to the speed at which the machines are able to operate. Another major factor that allows food grade conveyors to increase efficiency in a facility is that they require very little downtime compared to a manual workforce.
The machines can work continuously throughout a year, without the need for holidays or days off through illness. This can be crucial in a fast paced industry such as food processing. However, it should be noted that for machinery to maintain high output and reliability on a long term basis, regular maintenance should be carried out.
Increased Profitability
The initial outlay for much food processing machinery is often considerable. However, owing to the speed and efficiency at which a food conveyor is able to perform, the machines can help a company to increase profitability. Indeed, the extra profit generated by a machine generally exceeds the cost of the original payment.
Find Out More about Our Food Grade Conveyor Range
Click on the following link to find out more about our food grade conveyor or this link for information on other stainless steel equipment manufactured by Wrightfield.
Related Posts